 Een Toyota fabriek van binnen zien, eindelijk is deze wens in vervulling gegaan! 23 maart hebben we een rondleiding gehad in de Toyota fabriek in Tsjechië, en het was een bijzondere ervaring. Wat me het meest is opgevallen is de ontspannen rust die er in de fabriek heerste. Iedereen werkte op zijn gemak, bijna gemoedelijk. Dat had ik niet verwacht in een fabriek die bekend staat om zijn ongekend efficiënte werkwijze. Maar eerst iets meer over de reis.
Een Toyota fabriek van binnen zien, eindelijk is deze wens in vervulling gegaan! 23 maart hebben we een rondleiding gehad in de Toyota fabriek in Tsjechië, en het was een bijzondere ervaring. Wat me het meest is opgevallen is de ontspannen rust die er in de fabriek heerste. Iedereen werkte op zijn gemak, bijna gemoedelijk. Dat had ik niet verwacht in een fabriek die bekend staat om zijn ongekend efficiënte werkwijze. Maar eerst iets meer over de reis.De reis was georganiseerd door Louwman & Parqui, de importeur van Toyota in Nederland. Samen met Lex van den Elsen, Manager Dealer Development en manager van het Toyota Trainingscentrum, hebben we een groep bij elkaar gebracht van 35 mensen uit acht zorginstellingen. Samen met een bouwonderneming en iemand van Toyota Europa hebben we een rondleiding gekregen. Het begon met een film en toelichting van Toyota.
 |
| Vlak voor de toelichting en de film over de fabriek |
 |
| Onze gids van Toyota |
- Elke 69 seconden rolt een auto uit de fabriek. En er is maar 1 productielijn die dus met een 'takttijd' van 69 seconden beweegt (elke stap in het proces duurt 69 seconden, volledig uitgebalanceerd)
- Het proces van het bouwen van een auto is non-stop. Er zijn geen tussenproducten.
- Per medewerker wordt per dag 6 auto's gemaakt. Als een persoon alles zou kunnen, zou die dus in in zijn eentje in anderhalf uur een auto kunnen bouwen (!). Het duurt in werkelijkheid wel langer, wat vooral met droogtijd van de lak te maken heeft.
- Er zijn 200 leveranciers per dag en geen enkel onderdeel staat langer dan een paar uur in de fabriek. Er zijn geen voorraden, behalve direct bij het werkproces. Sommige leveranciers leveren 15x per dag.
- Geen enkele auto wordt gebouwd die niet door een klant besteld is.
- Elke medewerker is mede verantwoordelijk voor de bescherming van de leefomgeving. Ze hadden talloze voorbeelden hoe ver ze daarin gaan, zoals op diverse punten onder en rondom de fabriek het frequent anlayseren van het grondwater om er zeker van te zijn dat er geen vervuiling optreedt.
- In de fabriek bouwen ze Toyota, Peugeot en Citroen door elkaar. Op zich al best bijzonder dat concurrenten in één fabriek bouwen (die overigens verder volledig van Toyota is), maar nog meer bijzonder dat alle verschillende varianten (ook uitvoeringen, opties etc.) dwars door elkaar gebouwd worden. Het is volledig one-piece-flow. Geen enkele batch van 10 auto's van die en dan zoveel van die, ook niet van tussenproducten. Het proces is maximaal flexibel.
Best bijzonder. En toen begon de tour!
 |
| De verpleegkundigen, artsen en leidinggevenden van het St. Elisabeth Ziekenhuis zijn er klaar voor |
 |
| En ik zelf al helemaal |
Tijdens de tour door de fabriek (in een treintje) viel aldus allereerst de rust en ruimte op. Nergens zag je mensen haasten, stressen. Iedereen was ontspannen aan het werk, hier en daar zag je mensen kalm ergens naar toe lopen.

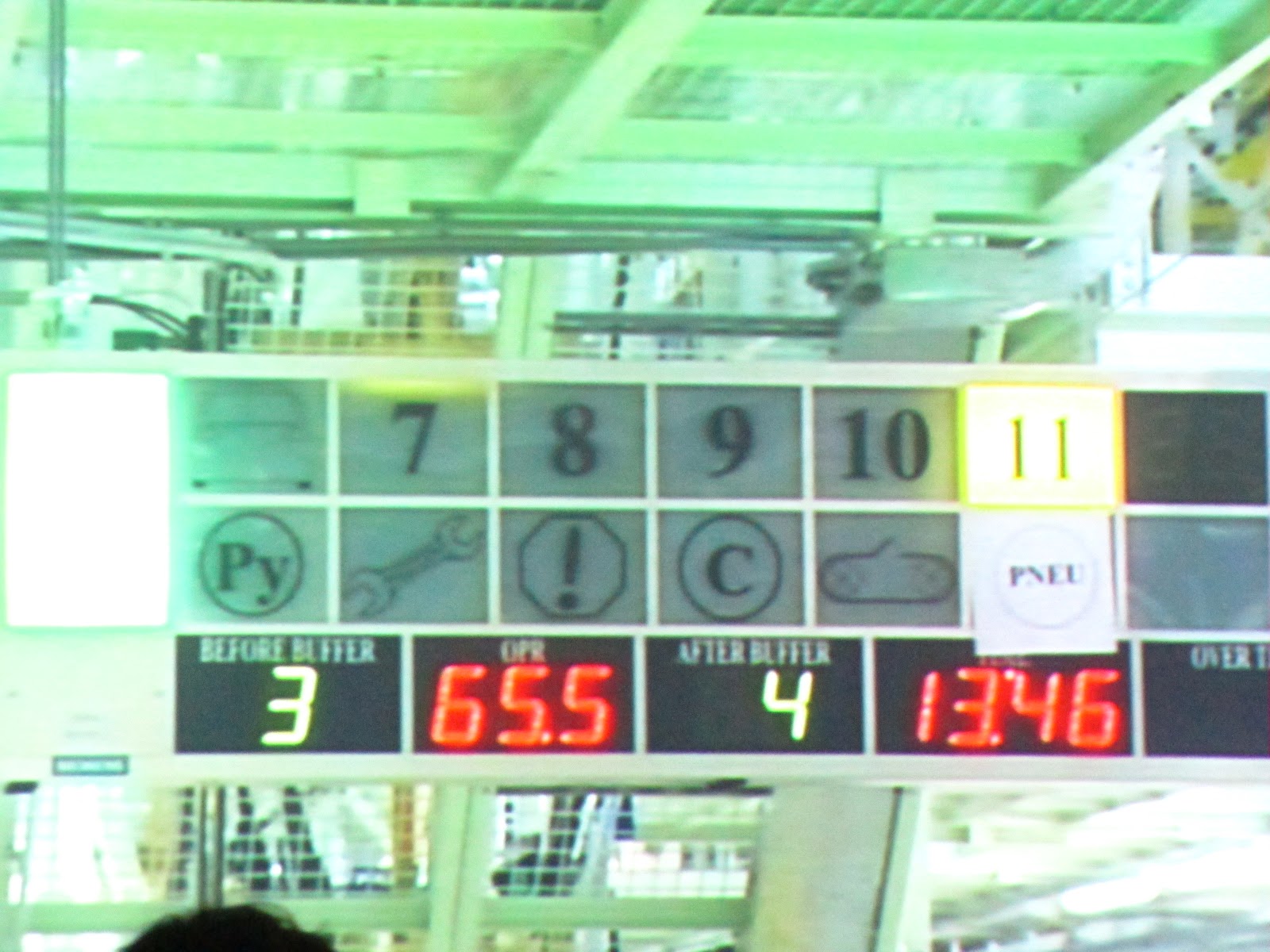 |
Verder viel op dat alles één aaneengeschakeld proces is. Geen afdelingen, geen muurtjes, maar één lange slingerbeweging door een grote hal. En alles is visueel zichtbaar. Bij elke werkplek kun je direct de status zien: overal lampen die aangeven of er een probleem is (groen, oranje, rood) en om de paar meten borden op 3 meter hoogte die de status van dat deel van het proces weergeven (zie foto (we mochten overigens geen foto's in de fabriek maken, dit zijn foto's van de film die we vooraf zagen, dat mocht wel).Op de foto zie je geel een 3 en een 4. Dat zijn de buffers voor en na het proces (dus 3 auto's tussen jouw deel en de voorgaande stap). Als de stap voor jou stil komt te vallen kun jij dus nog 3 x 69 seconden doorwerken. Als jij stil komt te vallen kan de stap na jou nog 4 x 69 seconden doorwerken. Verder zie je op de foto dat er op dit moment geen probleem is (geen vierkant is rood gekleurd).
En dan het meest bijzonder: stop-de-lijn! Overal hangen gele koorden, zoals op de foto te zien.
 |
| De gele (andon) koorden |
De gids lichtte toe dat als er ook maar iets niet vlekkeloos verloopt, de medewerker direct aan het koord trekt. Bijv. als een moertje op de grond valt. De medewerker trekt aan het koord, er gaat een lamp branden en een specifiek muziekje die bij dat procesdeel hoort gaat spelen. De teamleider hoort dat en komt er direct aan. Meestal binnen enkele seconden, in ieder geval binnen 30 seconden. De tijd tussen het voordoen van het probleem en de start van de aanpak ervan ligt dus tussen de 3 en 30 seconden. Het probleem is nog helemaal vers in het geheugen en in de emotie van de medewerker die er iets aan wil doen. De teamleider raapt het moertje op en inspecteert of het de juiste is (misschien is het gevallen omdat de vorm afwijkt?), of het schoon is (misschien door olie uit de vingers geglipt?) of een andere afwijking. Daarna vraagt hij de medewerker enkele vragen over wat er misging. Wellicht is de medewerker moe? Of staat hij te lang op dezelfde plek (overigens rouleren ze elke twee uur van plek). De teamleider maakt een aantekening op een formulier en afhankelijk van de oorzaak zet hij een gepast verbeterproces in gang. Dit gebeurt in één fabriek 1.000 (duizend) x per dag.
Er is ook gewoon tijd voor ingepland. Van de 9 uur van een dienst is een half uur stilstand ingepland om aan verbeteringen te kunnen werken. Ook is de bezetting erop ingesteld. Een teamleider stuurt 5 personen aan. En voor elk team is altijd een teamleider aanwezig (ook bij avonddienst dus). Ze hebben dan ook 510 teamleiders op 2.200 medewerkers (en 140 groepsleiders en 30 managers). De teamleiders besteden ongeveer 50% van hun tijd aan het aanpakken van problemen. Ook een topfabriek kent nog steeds minstens 1.000 problemen per dag. Ze zijn dus niet op zo'n hoog niveau doordat ze het goed ingericht hebben en vasthouden, maar doordat ze continu in beweging zijn.
Toen we rondreden hoorden we inderdaad continu de muziekjes afgaan. Het was nog lastig om te zien wat er gebeurt, omdat het zo snel gaat. Problemen aanpakken duurt vaak maar een paar seconden. Als we het zagen, dan liep de teamleider telkens kalmpjes naar de plek waar het gebeurde en ging rustig aan de slag. Het principe 'werk als een schildpad, niet als een haas' van Toyota is me nu echt duidelijk geworden.
Al met al een zeer bijzondere ervaring. Veel elementen had ik al over gelezen, maar als je het dan daadwerkelijk ziet komt het anders binnen. In plaats van een verhaal is het nu concrete werkelijkheid geworden en het lijkt zo gewoon, zo haalbaar. Je zou bijna vergeten dat ze er 60 jaar over gedaan hebben om op dit niveau te komen.
Er is nog veel meer te vertellen, maar wellicht dat de anderen die zijn meegegaan hun observaties willen toevoegen onder 'reacties'?
Mooi verslag van onze reis Marc.
BeantwoordenVerwijderenWat mij is opgevallen dat werkelijk alles gevisualiseerd en in stappen wordt beschreven. Overal hangen instructies en foto’s, tot aan visualisatie van de deurbewegingen. Over heel veel standaard zaken hoeft de medewerker dus niet na te denken. Ook aan de productielijn is dit zover doorgevoerd dat je als medewerker je volledig kunt concentreren op jouw hoofdtaak (in ons geval de patiënt). Zelfs de bevoorrading is zodanig georganiseerd dat ik zonder instructie zelfs begreep wat de bedoeling was. Aan de productielijn stonden twee stellages: de ene liep van boven naar beneden af richting de productielijn, bedoeld als aanvoer van de volle bakken met productiematerialen, de andere stellage stond andersom en was voor afvoer van lege/gebruikte bakken. Goed idee voor de verpleegafdeling om kasten op de patiëntenkamers te bevoorraden vanuit de gang! Er stonden afvalbakken (ook weer zeer duidelijk aangegeven) waarin defecte onderdeeltjes, restproducten maar ook het schroefje dat Marc in zijn verslag benoemd werden gedeponeerd. Bij navraag bleek dat deze restproducten worden gerecycled, milieuvriendelijk worden opgeruimd of na controle terug in het proces gaan. Dit bracht mij op een idee dat ik later met Mark Rosenthal heb besproken. Bij wijze van proef wil ik een bak plaatsen op de afdeling om daar alles wat in de loop van de dag op de grond valt of wordt gevonden (met een korte beschrijving) in te verzamelen. Op het eind van de dag/week te analyseren wat daar allemaal inzit en hoe dat in de bak is gekomen. Ter verduidelijking bijvoorbeeld: Er liggen papieren op de grond, later blijkt dat de kast te vol is gepropt met formulieren met als gevolg dat bij het pakken van een exemplaar een deel van de stapel meekomt. Papieren direct in de bak later analyseren, bij wijze van oefening van rootcause analysis.
Wat mij het meest heeft geïnspireerd is het feit dat de teamleader (in ons geval de teamleider maar ook het hoofd) direct in de buurt zijn van het productieproces en zodra de medewerker aan het koord trekt bij de analyse van zijn/haar probleem wordt ondersteund door de teamleader of indien nodig de hoger leidinggevende. We hebben inmiddels een proef uitgevoerd op de afdeling waarin de teamleider op de gang rondloopt om de verpleegkundige direct te ondersteunen bij een probleem. Bij een verstoring verliet de verpleegkundige niet de kamer maar riep de teamleider, samen deden zij een korte analyse van het probleem, de teamleider lost het op zodat de verpleegkundige bij de patiënt kan blijven. De teamleider noteert iedere verstoring om op een later tijdstip eventueel samen met de verpleegkundige een diepere analyse van het probleem uit te voeren. De medewerker voelt heel direct en concreet dat zijn leidinggevende oog heeft voor zijn/haar problemen en frustraties en intrinsiek betrokken is bij de oplossing hiervan. Wij willen een koord met muziek op de afdeling!!
Naast deze lessen vond ik het heel leuk om te zien dat er zoveel enthousiaste collega’s in het EZ zijn die met veel energie nieuwe impulsen willen geven aan de inrichting van de zorg. Absoluut waardevolle contacten overgehouden aan deze reis.
Mooie reactie Marcel. Krijg er spontaan ideeen van voor onze eigen praktijk.
BeantwoordenVerwijderenDe blog van Marc (en de punten van Marcel) geeft een goed beeld van het bezoek. Het heeft ons binnen Isala in ieder geval hard aan het denken gezet! De belangrijkste les die ik meeneem; Lean: it's not a diet, it's a lifestyle change!
BeantwoordenVerwijderenDit werd erg duidelijk in de discussiemiddag die we hadden op het Toyota kantoor in Praag zelf. Enkele uitspraken/gedachten die ik uit deze discussie heb gehaald:
- Toyota spreekt zelf niet over "Lean", het is gewoon de manier waarop zij werken; "The Toyota way". Dit betekent dus ook:
o Een lean project is een tegenstrijdigheid in zichzelf. Lean is niet eindig.
o We horen vaak: ik heb geen tijd voor lean, ik moet ook mijn “normale” werk doen. Echter: Het is de manier waarop je al je werk doet! Hoe kun je je veroorloven om NIET continu te verbeteren?
o Start lean niet vanuit een project, start lean “from within”. Doe het omdat de organisatie erin gelooft!
- Zet jezelf en voor de organisatie “stretched targets”. Wat is jou stip op de horizon (500 jaar), true north? (Toyota wil een auto die lucht schoner maakt).
- Amerikaanse filosofie is veelal: “if it ain’t broke then don’t fix it”, terwijl Toyota aaanhoudt: “If it’s good, then how can we make it better?” De lat continu hoger leggen!
- De belangrijkste taak van leidinggevenden is om het probleemoplossend vermogen van het team te vergroten
- Een probleem/fout is nooit de schuld van de persoon, altijd de schuld van het proces.
- NIET “we hebben deze problemen”, MAAR “we hebben deze kansen tot verbetering”
- Top down bepaalt de richting van de targets, maar bottom up bepaalt de echte kwantificering.
- Een besluit wordt weloverwogen genomen waarin veel tijd wordt gestoken in het uitwerken van verschillende opties met veel betrokkenen, maar als een besluit eenmaal genomen is dan werkt ook iedereen zo.
- Betrokkenheid van Top management is cruciaal. Top management van Toyota gaat letterlijk naar dealers toe en praat met klanten over wat zij belangrijk vinden (Genshi Genbutsu)
- “Nothing that Toyota does is counterintiutive”. Alles draagt bij om richting “True North” te gaan.
Een van de zaken die mij in de fabriek het meest opviel is de ondersteuning van de werkvloer door de teamleaders (1 op 5) die vervolgens weer ondersteund worden door groupleaders (die een aantal werkstations onder zich heeft). Bij het trekken aan het andonkoord zal eerst de teamleader inspringen. Zodra een probleem niet op tijd opgelost kan worden (binnen de takttijd) escaleert het probleem naar de groupleader. Door deze helder ingebouwde escalatieniveaus ligt een probleem binnen 45 minuten bij het fabriekshoofd als het probleem niet binnen deze tijd opgelost is. Het cruciale hieraan is dat iedereen zich gesteund voelt door zijn/haar leader. Hier wordt heel duidelijk dat goed leiderschap essentieel is voor het slagen van de “Toyota way”.
Om dit te bereiken heeft Toyota een zeer uitgebreid trainingsprogramma voor leidinggevenden (overigens ook voor alle andere (nieuwe) medewerkers). Een zeer belangrijk onderdeel daarvan is weer Genshi Genbutsu; leidinggevenden moeten kunnen begrijpen hoe de processen op de werkvloer werken! Expertise van bottom up is cruciaal.
Wat niet heel duidelijk werd uit het bezoek was hoe de fabriek in Tsjechie werkt met dagstarts; er waren wel een heel aantal borden op de werkvloer, maar op de vraag in welke frequentie teams met elkaar “problem solven/evaulueren”, werd geantwoord dat dit ongeveer 1x per maand gebeurde, ws. is op dit punt nog wel ruimte voor verbetering.
Het bezoek aan Praag (en het daaropvolgende symposium in Tilburg) heeft ons hier binnen Isala goed aan het denken gezet hoe we lean verder kunnen brengen in de organisatie. Al met al een zeer waardevol bezoek!
Een tip: Als mensen dichter bij huis een goed voorbeeld willen zien van een “Lean fabriek” dan raad ik de Scania fabriek in Zwolle aan. Men heeft daar alle Toyota principes doorgevoerd en persoonlijk vind ik dit nog een beter voorbeeld dan de fabriek in Tsjechië. Visualisatie, dagstarts, andon, takttijd, poke yoke, KAIZENS etc. Aanrader dus!
BeantwoordenVerwijderen